How Silton Makes Your Component. Rubber Mixing, Moulding, Extrusion & QC | Silton RubberSkip to content
The Process · Raw Polymer → Finished Component
How Silton makesyour component.
Every component we ship is compounded, tested, shaped and inspected at our own plants in Howrah. Scroll down the line.
01
Drawings. Samples. 3D Models. Or Leave the Design to Us.
Send a drawing, a sample or a 3D CAD file (STEP, IGES, Parasolid, DXF or PDF). Or simply tell us what you need and leave the design to us. We study the application (temperature, media, ingress rating, closure force) and select the compound best suited to it.
Choosing the right compound is the single biggest factor in a long-lasting, failure-proof product. It is what lets a part outlast its maintenance schedule: Fit & Forget.
Drawing · Sample · 3D CAD (STEP · IGES · Parasolid)No Design? Leave It to UsApplication EngineeringSilicone · EPDM · FKM · NBR
02
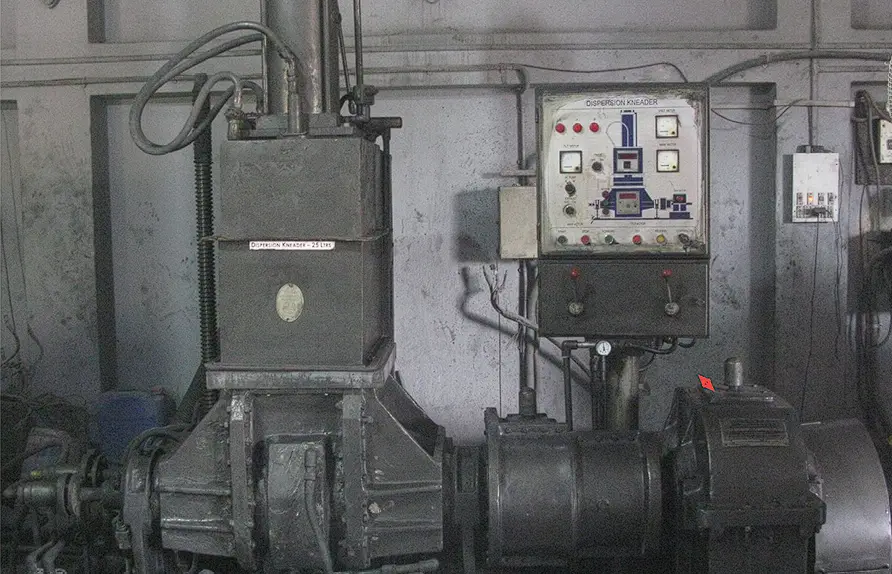
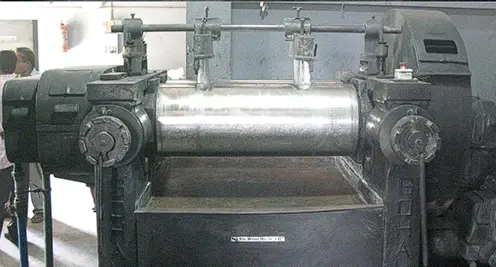
Compound Mixing
The selected compound is mixed in a dispersion kneader under high pressure and controlled temperature, dosed to hit the target hardness, tensile strength and elongation, then finished on a two-roll mill into a homogeneous sheet.
No batch reaches production untested. A rheometer plots the cure curve of every mix; hardness, tensile strength, elongation, density and dispersion are verified against the specification before release.
RheometerShore A HardnessTensile StrengthElongation at BreakIS / BS / ASTM
04
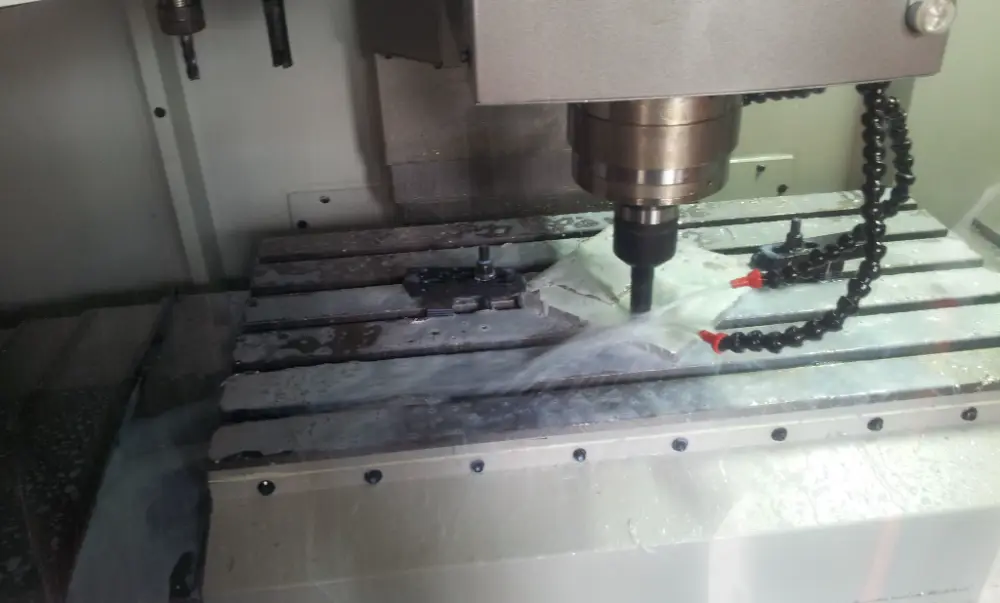
Tooling
From your drawing, or reverse-engineered from your sample, the component is modelled in 3D CAD. Our CNC toolroom then machines the steel as per the manufacturing process best suited for your component.
3D CAD ModelCNC ToolroomReverse EngineeringMS · EN31 · SS
05
The Fork
The component decides the die. Discrete geometries call for a moulding die, bolted into a hydraulic press. Components that can be extruded and finished downstream get an extrusion die, fitted to the extruder head.
Lane A · 06
Compression Moulding
The moulding die from the toolroom is bolted into a hydraulic press. Compound blanks cure inside it under heat and pressure. The part is ejected, then flash trimmed.
Lane B · 06
Extrusion & Joining
The extrusion die from the toolroom is fitted to the extruder head. The screw conveys compound through it. The shaped profile cures in a 70 ft hot-air vulcanizing oven. Cut lengths are joined end-to-end into jointless, endless gaskets.
07
Quality Control
Whether moulded or extruded, before dispatch all products go through dimensional inspection against IS, BS and ASTM standards and a visual check, followed by documented dispatch.
Dimensional QCIS / BS / ASTMDocumented Dispatch
Ready when you are.
Send a drawing, sample or spec. Samples turned around extremely quickly.